- با ما تماس بگیرید : 02166138379
ما در شبکه های اجتماعی :

خمکاری ورق که در اصطلاح به آن Bending میگویند فرآیندی است که در آن نیرویی به یک ورق وارد می شود و باعث می شود که در یک زاویه خم شده و شکل دلخواه را ایجاد کند. این امر باعث می شود ورق از زوایای گوناگون به حالت V , U یا ناودانی تبدیل شود. در خمکاری شکل ورق تغییر می کند ولی حجم آن ثابت باقی می ماند که به آن فرآیند غیر کشسان میگویند.
فرایند خم کردن در ظاهر کار بسیار ساده ای است اما داشتن مهارت کافی و دقت می تواند بسیار دشوار باشد.

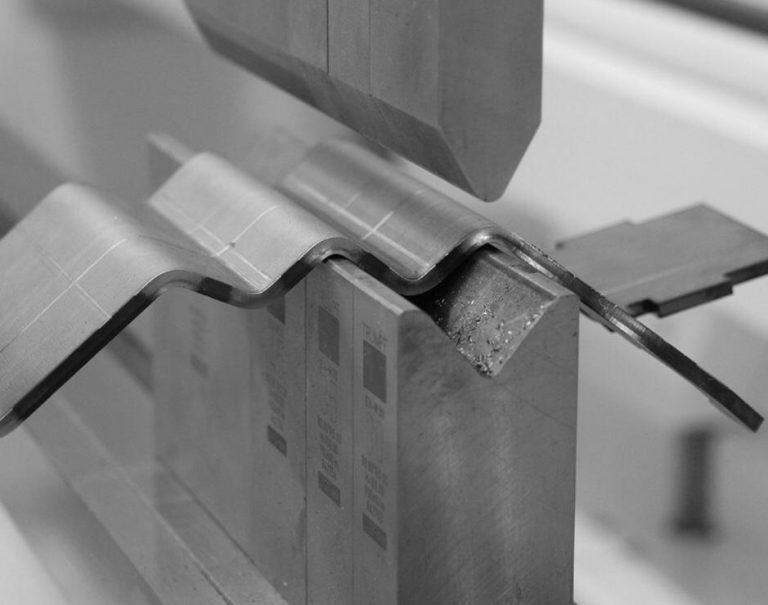
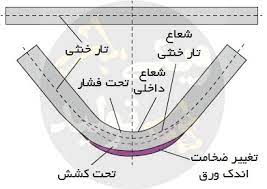
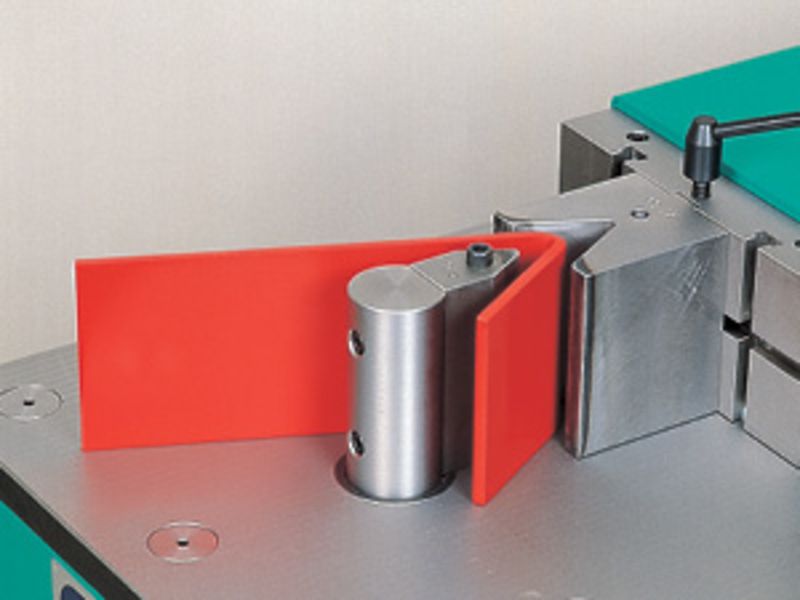
سرعت و دقت زیاد این نوع از خم کاری از مزایای اصلی می باشد. روش خم کاری و پرس ایمنی بالاتری دارند. در این خم کاری صفحات خم در طول مدت بر روی لبه های بالایی قالب قرار می گیرد. شعاع خمش مورد نیاز به آلیاژ, عرض قالب و شعاع دستگاه بستگی دارد. در قسمت پایین عرض شکاف قالب را می توان تنظیم کرد, میزان فشار طوری است که ورق کاملا بر روی قالب بنشیند. متداول ترین نوع خم کاری بر روی قالب V می باشد. هنگام خم کاری قسمت بیرونی ورق کاملا کشیده و قسمت داخلی ورق فشرده می شود.

از جمله ویژگی های خم کاری با فشار به شرح زیر است:
مزایا
معایب



این خم کاری از یک کمپرسور برای ذخیره نیروی هوا استفاده می کند ورق مورد نظر را خم کند. در بیشتر مواقع از این روش برای کارهایی که نیاز به فشار زیاد نباشد استفاده می کنند. به طور کلی از این خمکاری برای قطعات کوچک ویا برای ورق ارزان استفاده می کنند.


پرس هیدرولیک آخرین فناوری در زمینه خم کاری است. بیشتر از آن برای خم کاری ظریف استفاده می شود. این روش یکی از محبوبترین روش در خم کاری می باشد.

ظرفیت این خم کاری حدود 180 تن است. این ماشین آلات بسیار دقیق بوده و میتواند فاصله بسیار کمی را خم کند.
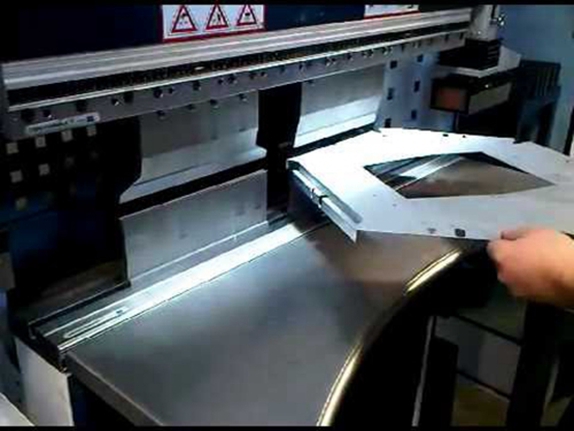


منظور از خم کردن و شکل دهی ورق استفاده از دستگاه خم می باشد که دقیق ترین روش خم کاری با CNC است که بسیار دقیق و با انعطاف پذیری بالایی می باشد.
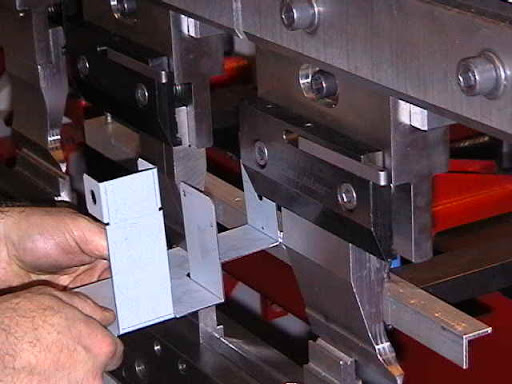
برای اینکه بتوان به طور دقیق عملیات خم کاری را انجام دهیم باید با برنامه کامپیوتری CAD دقت را بالا برد با این روش می توان فاصله بین محل برش و خمکاری را تعیین کرد برای اینکار باید ورق بین دستگاه پانچ و دستگاه قالب قرار بگیرد. دو طرف دستگاه پرس دارای دو ساختار C است که یک تیغه در قسمت فوقانی که روی تیغه بالایی متصل است و دستگاه تحتانی به میزکار متصل است .



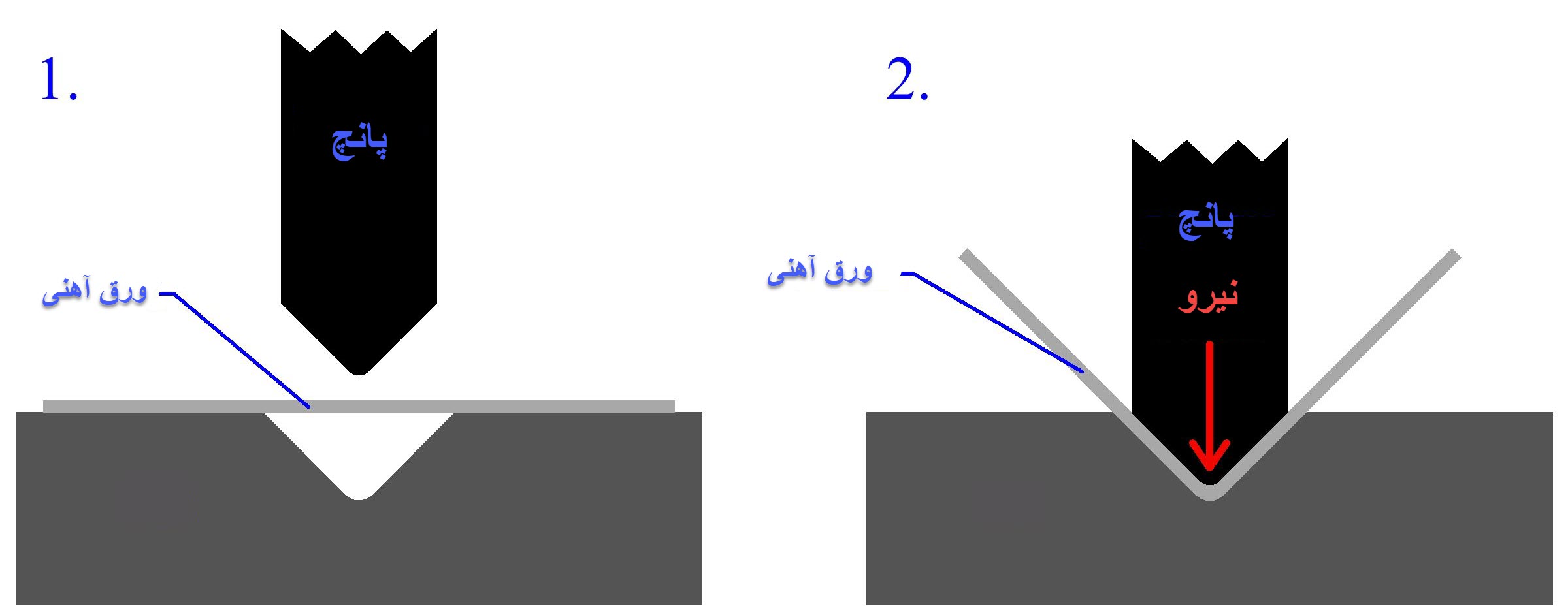
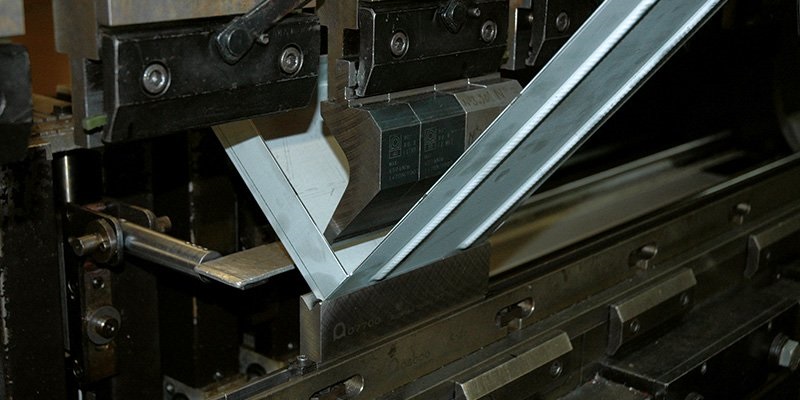
در این روش قطعه کار با لبه قالب و نوک دستگاه پانچ در تماس است. سپس دستگاه پانچ با قدرت زیادی به سمت قالب V هدایت می شود. اما هیچ تماسی با انتهای قالب ندارد. در این روش خم کاری از ابزار کاری 30 و 98 و 108 درجه برای خم کاری استفاده می شود. از آنجایی که نوک دستگاه به درون قطعه کار نفوذ نمی کند زاویه داخلی به کمک ساختار V مانند قالب زیرین کنترل می شوند. نکته مثبتی که این خمکاری دارد این است که اپراتور در هنگام کار با ورق فلزی که ضخامت مشخصی دارد با تغییر قالب زیرین می توان میزان زاویه خم را کنترل کرد و میزان خطا را کنترل کرد. نکته ای که در خم کاری با هوا وجود دارد این است که نباید به علت خطای لبه از پرس برک و مکانیکی و قدیمی استفاده کرد زیرا هرچقدر هم خطا در حد چندهزارم باشد خم ظاهر مناسبی نخواهد داشت.

خم کاری ضربه ای در این روش قطعه کار بین قالب و دستگاه پانچ قرار می گیرد. سپس ورق تحت فشار حاصل از دستگاه و قرار گرفتن لبه بالایی دستگاه روی ورق شروع به خم شدن می کند. و به شکل قالب در می آید. انجام این کار نیاز به دستگاه پیچیده ای ندارد. این نوع خم کاری در مقایسه با خم کاری هوا توانایی و قدرت بالایی دارد. و در هر اینچ بیش از 50 تن انرژی وارد می کند. ولی در خم کاری با هوا حدود یک یا دو تن در اینچ انرژی وارد می کند. ابزار کار برای خم کردن ضربه ای باید بسیار قوی باشد.

خم کاری موضعی شباهت زیادی به خم کاری با هوا و ضربه ای دارد. در این فرایند لبه قالب باید با قطعه کار مطابقت داشته باشد. در این روش قطعه کار روی قالب قرار می گیرد. سپس شعاع دستگاه پانچ تعیین می شود. و دستگاه با قدرت روی قطعه فلزی قرار می گیرد تا ساختار و شکل مورد نظر به دست بیایید.
سپس دستگاه پانچ برداشته می شود. و برای قالب گیری مجدد آماده خواهد شد. کار با خم کاری موضعی یک اپراتور باتجربه و با مهارت بالا می طلبد زیرا داشتن دانش لازم در زمینه ابزارکاری و فلزات و زمان بندی مراحل مختلف دانش کافی می طلبد.با کارشناسان ما جهت ثبت سفارش در این حوزه تماس بگیرید.